采用自动化航空航天方法
一个灵活的制造系统帮助印第安纳州的一个车间长时间运行高混合的航空航天工作,并且更像一个合同车间。
最初发表于mmsonline.com,德里克·科恩(Derek Korn)撰写。图片版权:MMSONLINE

这款四机FMS为CNC Industries提供了调度灵活性,使零件能够及时交付给航空航天客户。
在它25年的历史中,数控行业虽然它与一些航空航天客户签订了一些合同,但它的功能是为各种终端市场提供服务。事实上,印第安纳州韦恩堡的商店对航空航天工作表示赞赏。
首席财务官Steven Deam, Jr.说:“我们喜欢这些部件的复杂性,并认为承担更多的部件将进一步帮助我们的业务与其他公司区分开来。因此,在2009年,我们制定了一个多年计划,以更大的力度进入航空航天领域,其中包括获得AS9100认证,意识到与该行业的新客户建立关系需要一些时间。”

该电池的Okuma MB-5000H hmc具有高压冷却剂和雾控制功能。他们致力于运行铝制零件。
CNC工业公司在随后的几年里赢得了额外的航空航天工作。2016年,该公司获得了28个独立零件号的主要合同,总容量约为1000个零件。当时,车间的数控铣削能力包括许多独立的vmc和一个HMC。Deam先生说:“我们知道,用现有的设备有效地加工复杂零件的高度混合是一项挑战,这些零件需要很长时间的设置。”“那时,我们考虑增加与灵活的制造系统相连接的hmc,该系统具有多个托盘存储站。”
这将使许多作业能够在离线的托盘上设置,然后将其停放在站点中,等待轮到它们按照计划自动穿梭到机器中。这不仅可以最大限度地延长主轴的正常运行时间,而且还可以使车间调度灵活,以便及时交付给客户。
FMS集成
hmc和柔性制造系统(FMS)的选择过程花费了CNC工业公司六个月的时间。Deam先生解释说:“我们能够考虑许多机器替代品,因为它们将专门用于运行铝,而不是钛或高镍含量的金属。”
“最终,我们选择了Okuma MB-5000H HMC平台,该平台将高压冷却剂和雾控制集成在一个系统中Fastems FMS印第安纳波利斯的Gosiger公司多年来一直是我们值得信赖的设备供应商。”
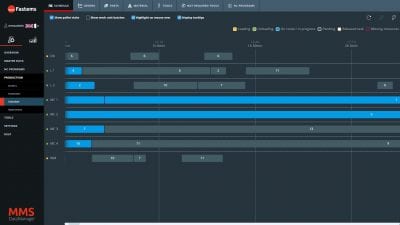
作业调度使用Fastems制造管理软件(MMS)系统执行。金宝搏官网188app下载部分程序也保存在MMS中,并在加载新作业时传递给机器的控制。
Fastems的系统可以通过多种方式进行配置。根据估计的容量需求,CNC工业公司决定配备四个hmc和60个托盘存储站的FMS就足够了(无论如何,目前)。在这种布局下,托盘装载机沿着中央轨道行驶,托盘存储站和两侧的一对hmc。两个托盘存储层可容纳60个站点,同时最大限度地减少系统的占地面积。两个以上的hmc可以添加到FMS的一端,如果商店选择这样做。另一端在轨道的一侧设有托盘装载机,卸载机与起重机相对。

FMS卸载站设有一个臂,使托盘可以360度旋转,这样操作员就可以访问墓碑的所有侧面。
第一艘hmc于2017年1月交付,并由Gosiger公司进行激光平整Fastems FMS正在被设计和建造。数控工业开始建造墓碑夹具和采购工具,使第一个HMC开始生产。在9月晚些时候FMS和第二个HMC作为一个单元安装之前,该商店将其作为一个独立单元运行。第二次HMC和FMS工厂开始将工作从第一个HMC转移到第二个HMC,并将第一个HMC添加到FMS中。这样就不会浪费生产时间。第二年安装了第二对hmc。
由于FMS主要运行重复作业,每个托盘专用于一个部件。这代表着一种从工作车间到合同车间的转变。CNC工业公司在内部为托盘设计和建造一些墓碑固定装置,但有时会将这项工作外包给外部供应商。迪姆说:“能够控制夹具的制造过程是件好事,但考虑到我们现有机器和工程时间的价值,有时让另一家公司制造它们更有意义。”
不仅是FMS最大限度地提高主轴正常运行时间,但它也给车间调度灵活性。
作业调度是使用Fastems执行的金宝搏官网188app下载制造管理软件(MMS)系统。部分程序也存储在这个系统中,而不是单独的机器控制中。每当一个新的作业/托盘被送到一台机器上时MMS将零件程序装入机器的数控系统。一旦作业完成,它就从CNC中删除程序。使用Zoller预置器测量刀具偏移,该预置器是在添加FMS时购买的。宏用于从添加到机器上的新工具中提取偏移量数据并输入到零件程序中。这消除了对偏移量进行硬编码的需要。

卸弹臂可以向下倾斜90度,这样就可以用起重机把沉重的空白弹降到墓碑上。
FMS hmc具有刀具破损探头和主轴触摸探头,但触摸探头仅用于测量用于过程控制的选定零件特征。车间认为加工零件的时间比测量零件的时间更有价值。
零件装卸的处理方式与原计划不同。虽然FMS有专门的装货站,店里很少用。在大多数情况下,装卸是在卸货站进行的。Deam先生解释说:“由于FMS的大多数工作都是重复的,我们的操作员从墓碑上取出已完成的部件,并立即加载新的材料空白。”“我们很少把空墓碑送回仓库。”
卸载站的特点是一个臂上的托盘被降低,并通过零点夹紧固定。托盘可以360度旋转,因此操作人员可以访问墓碑的所有侧面。此外,该臂可以向下倾斜90度,以便起重机将沉重的空白处降至墓碑面上。这消除了操作员将它们侧向推向墓碑进行夹紧的需要。零件装卸是FMS操作员的主要任务,装卸站附近的优先级板列出了即将进行的工作。
“我们现在基本上是24/5工作,两班倒。”

零件装卸是FMS操作员的主要任务。卸载站附近的优先级板列出了即将进行的工作。
目标是使单元运行24/7,但CNC工业尚未填补所有四台机器的可用容量。它目前有25个托盘的工作岗位,但仍在继续为额外的工作岗位建造固定装置。迪姆说:“我们现在基本上是5天24小时两班倒。”车间正在努力确定当前在其独立机器上运行的作业,以证明创建通过FMS运行的夹具和零件程序的时间和成本是合理的。通常重复的工作,具有高批量和长周期时间是理想的,因为是那些需要在所有六面加工。领导层也在考虑在附近增加一个CMMFMS使FMS操作员更方便地检查零件。
CNC工业公司通常部署其制造工程师来解决特定部门的瓶颈问题。例如,这种用于去毛刺过程的水再循环系统在将水送回滚轮之前将从部分滚轮中流出的水清洗干净。这减少了清除翻滚残留物的时间,减少了50多个小时。

用于去毛刺过程的水再循环系统在将其送回玻璃杯之前清洗从部分玻璃杯中出来的水。
技术总结
- 公司获得了28个独立零件号的主要合同,总容量约为1,000个零件
- 当时,CNC铣削能力包括许多独立的vmc和一个HMC
- 这个挑战?复杂零件的高度混合,有很长的安装时间
- 作为解决方案,CNC工业投资了一个大隈MB-5000H HMC平台,高压冷却剂和雾控制集成在一个Fastems FMS