2022年11月8日
用cnc赚更多的钱-最大限度地利用主轴
您想提高CNC投资的回报吗?太好了,这个博客系列就是为你准备的!
现代的4轴和5轴机床技术非常强大,但价格昂贵,不是吗?与(便宜得多的)三轴机器相比,证明投资可能具有挑战性,三轴机器基本上可以完成这项工作。你能保持你强大的4轴或5轴机床馈电,还是你的机器需要停止并等待生产准备,在OPs之间重新夹紧,和工具服务?你是否面临劳动力方面的挑战——当需求发生变化时,你能否轻松地扩大经营规模?您的新机器是专门用于某些工作,还是能够长期支持您不断变化的生产需求?
在本系列博客中,我们将深入了解CNC投资的世界。在过去的40年里,我们见证了成千上万的成功案例,其中许多本可以获得更好的回报。这里是获得最大的机器投资的最佳实践,从一个明显的开始-增加机器主轴利用率。
如何最大限度地利用数控主轴
一个普通的机械车间可以利用20- 30%的加工能力(=主轴运行时间)。这主要是因为数控机床一直在等待其他事情的完成,无论是为下一批的准备工作,操作员加载工具,还是有人重新夹紧零件以进行下一次操作(OP)。基本上,大多数机床都需要不断的监督来提高生产率,即使这样,机器的等待时间从长远来看也会造成重大的产能损失。只要机加工和操作周期不完全协调,机器就会等待。
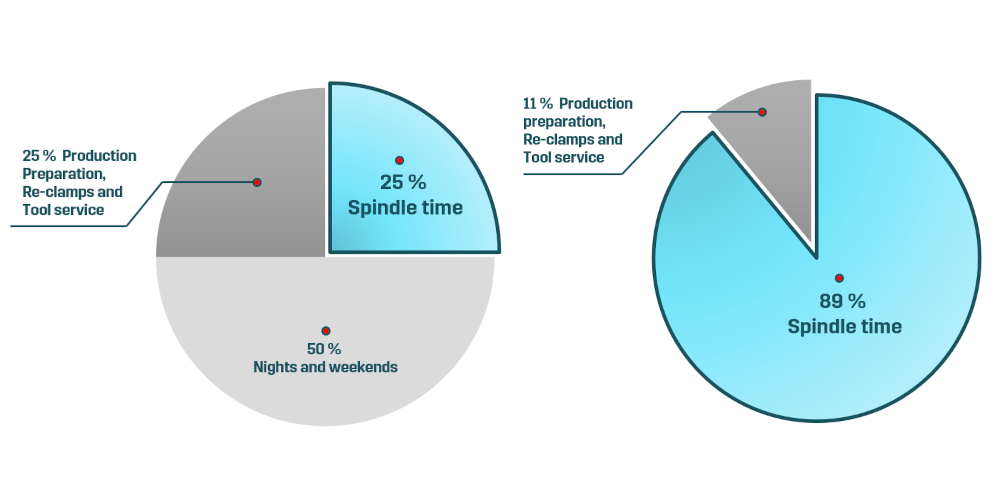
主轴利用:现代4轴和5轴加工中心功能强大,但价格昂贵。您的机器运行的越多,您的CNC投资的利润就越多。左边的饼表示80%的机器商店,哪个饼更能代表你的商店?
下面是Fastems关于如何优化导致车间闲置时间的三个主要原因的建议:
1.在加工准备期间尽量减少闲置时间
生产准备通常是数控加工中最耗时的部分。你需要测量和装载工具,带来原材料,制作夹具,将NC程序输入机器,进行第一次切割以调整所有东西以获得精确的结果——这个过程可能需要几个小时,有时甚至几天。如果您的机床在此过程中等待(=主轴不运行),您将失去非常重要的一部分赚钱能力!
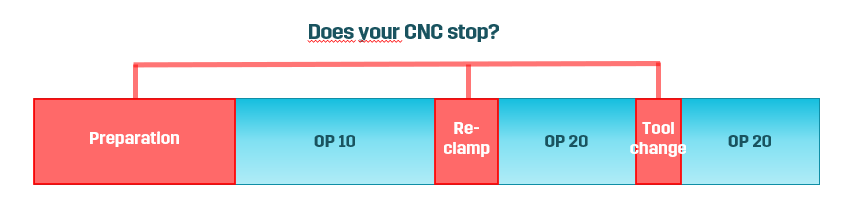
你们的CNC在生产准备、重夹和刀具服务期间是否停止?您能否(1)使您的CNC在操作员干预期间运行(2)最大限度地减少生产设置时间?
考虑:
- 在机器仍在运行前一个工作时,准备下一个工作
- 托盘存储+自动托盘更换:根据您的产量、周期时间和生产组合,拥有小型或大型自动化托盘存储可以与生产准备并行进行加工。您的CNC无人驾驶运行更长的时间,并仅在更换托盘时停止几秒钟。
- 预测生产调度软件-有了预测生产调度和控制软件,你就知道你即将到来的准备需求,这样你就可以提前加载下一个工作(原材料,工具,NC程序,托盘和夹具)。
- 保存生产设置,这样您就不需要每次都从头开始重复的订单准备工作
- 生产准备花费了大量的时间。灵活的CNC自动化工作与预配置的设置:有所有必要的信息,关于原材料,数控程序,工具,夹具和工作指导书,以备将来使用.当您将作业放在永久托盘和固定装置中,并集中管理NC程序时,您可以开始重复作业,而无需从头开始准备所有内容。这样你就省去了大部分的手工工作,节省了大量的时间——也不需要运行测试,因为你可以相信所有事情都以与以前相同的工作相同的方式100%地发生。
你知道吗?一台普通数控机床的利用率为20- 30%,这意味着每年8760小时中有超过6000小时被浪费了。
2.加载OP10,重新加载OP20,加载下一批-重新考虑您的加载和重新夹紧
与4轴或5轴加工中心相比,使用3轴机床需要进行更多的重新夹紧-然而,加工中心的功能更强大,加工速度更高。基本上,这意味着无论您使用哪种机床,都需要经常重新夹紧和下一个作业加载,除非您的加工时间非常长,设置非常快。每次重新夹紧或加载下一个任务时,机器都会等待。你可能认为这在有人值守的时候都不是问题,但在没有灯的时候呢,比如晚上和周末?
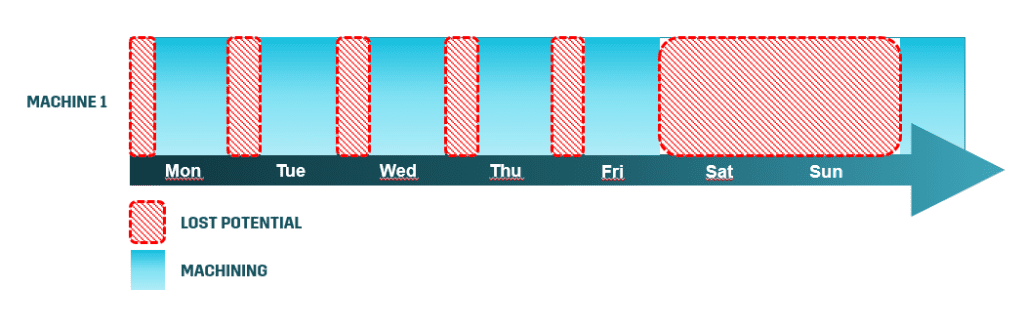
如果您的生产需要经常重新夹钳或加工周期不长,没有自动化,无人驾驶能力就不可能高。例如,在一个两班倒、周末关闭的车间:如果机器可以无人运行2小时,然后停下来进行装填或重新夹紧任务——>周一至周四每晚8小时,加上每个周末56小时。这意味着每年8760个小时中的4160个小时。用4160个加工小时,你还能多赚多少钱?
考虑:
- 运行一个不同的工作,而你重新夹紧或重新加载你的零件
- 通过自动化生产调度软件和托盘存储,您可以确保您的机器在最大容量下使用。由于系统存储了运行作业所需的所有信息和资源,因此当您为下一个作业重新加载或重新夹紧零件时,您的机器可以运行上一个作业。足够大的托盘存储空间确保您可以在整个晚上或周末运行您的工作。
- 自动加载和重新夹紧过程
- 有时重新夹紧或加载的需求是恒定的——基本上意味着即使是自动化机床也不能长时间无人运行,因为缓冲区消耗得太快了。或者可以选择使用大型托盘存储,但所需的托盘数量太大,以至于投资太大,特别是当您想要在夜间和周末高效地无人操作时。考虑自动加载。自动装载机器人可以执行装载和重新装夹任务,并确保机器全天候使用。
3.让您的工具服务具有预测性
经常导致机床不必要闲置的第三件事是刀具。下面这些问题可以帮助你发现潜在的低效率:
- 您是否需要手工返工和测量您的工具?
- 是否手动将刀具偏移量输入CNC控制?
- 您的机器需要停机维修刀具吗?每次多长时间,多长时间?
- 一个破旧的工具是一个惊喜,或者你能以预测的方式更新工具,而不是被动的?
特别是在多轴加工中,刀具往往会形成生产瓶颈。加工操作需要各种各样的工具,由于机床弹匣只能容纳有限数量的工具,因此需要经常更换工具。它需要大量的努力来更新和及时交付正确的工具到机器。如果你不知道未来的工具需求,你将需要一直监督机器,以尽量减少闲置时间。另一种方法是使您的工具管理具有预测性。
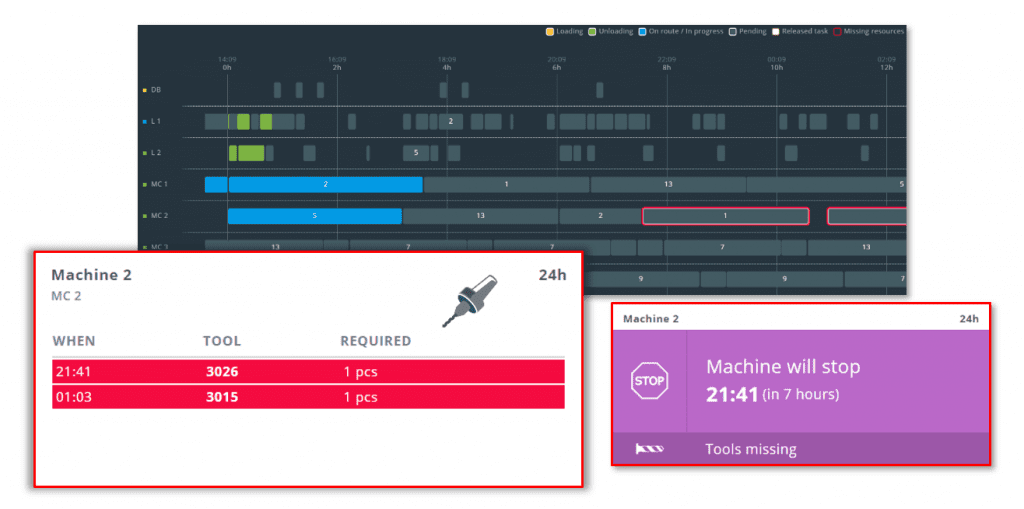
示例:Fastems制造管理软件M金宝搏官网188app下载MS计算每个作业所需的工具,并提前通知操作员准备哪些工具,并在何时交付。
考虑:
- 使您的工具管理过程具有预见性,而不是被动的
- 考虑包含工具管理功能的CNC自动化。您将提前知道您的工具需求,并可以提前更新、测量和输入工具到机器中。
- 与自动化CNC生产集成的工具预设器
- 刀具预设置器可帮助您最大限度地减少刀具测量时间,消除粗指误差,确保刀具数据始终正确。当您的刀具预设器与自动数控机床集成时,数据将自动传输到机床-保持刀具数据不断更新。
- 使用中央工具存储以最大限度地提高工具的可用性
- 大型机床杂志允许较长的加工时间,而无需装载刀具
- 在刀具需求非常高的情况下,可以考虑集中式刀具自动化系统,该系统可以存储数千个刀具,并管理刀具与机床之间的转移。刀具自动化系统在正确的时间和正确的机器上交付刀具-即使在加工过程中(这意味着在加工操作开始之前,每一件刀具都不需要在刀库中)。
- 中央刀具存储在加工中心和作业之间共享刀具,减少了对姐妹刀具和刀库尺寸的需求。
- 刀具寿命监控,及时返工
- 确保您能够自动监控工具的寿命,以便您的操作员在工具需要重置时提前收到通知。否则,磨损的工具会导致不必要的机器停机并减少加工时间,特别是如果它们在加工过程中耗尽了寿命。
这既简单又复杂——在正确的时间做正确的事情,始终如此。机器闲置时间只是生产力冰山的一角——不可重复的加工工艺和一人一机的CNC策略是压低CNC生产力的另外两个因素——更不用说那些高混合和小产量的制造商,他们也需要在他们的市场上更具竞争力!阅读我们的其他博客了解更多:
用你的cnc赚更多的钱:摆脱“一人一台”的生产(即将到来)
用你的cnc赚更多钱:小批量生产,单位成本更低(即将推出)
怎样才能从cnc中获得更多呢?您想了解更多关于在机床之间实现工作和资源共享的灵活自动化技术吗?